Référence: 2002-1000
Marque: Alliages Industries
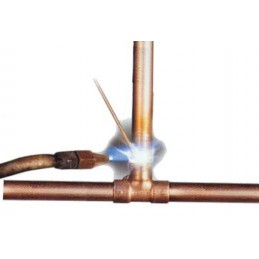
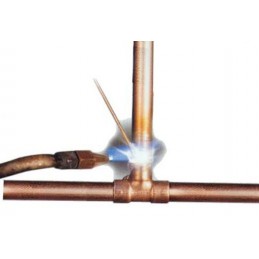
Brasure argent 2% cupro-phosphore
Etuis de 1 kg Ø 2,00 x 500 mm Norme ISO 17672:2010 : CuP 279 Alliage sans Silicium pour petite section. Brasage rapide
En stock
Notre boutique utilise des cookies pour améliorer l'expérience utilisateur, en poursuivant votre navigation vous acceptez de fait leur utilisation.


![]()
Conditionnement par: 1 kg et 500 g
*Contrairement à la majorité des métaux d’apport qui ne s’écoulent de façon satisfaisante qu’à la température du liquidus, au voisinage ou au-dessus du liquidus, la plupart des métaux d’apport au cuivre-phosphore sont assez fluides pour permettre le brasage à une température bien inférieure au liquidus. Il est déconseillé d’utiliser ces alliages pour des métaux ferreux, des alliages de nickel ou des alliages de cuivre contenant du nickel.
_______________________________________________
Principes à observer

Référence: 2002-1000
Marque: Alliages Industries
Etuis de 1 kg Ø 2,00 x 500 mm Norme ISO 17672:2010 : CuP 279 Alliage sans Silicium pour petite section. Brasage rapide
Référence: 2045SC250
Marque: Alliages Industries
Etuis de 1 kg, 500 g, 200 g Ø 2,00 x 500 mm Norme ISO 17672:2010 : Ag 145 Métal d'apport préconisé sur inox. Industries alimentaires.
Référence: 2034SC250
Marque: Alliages Industries
Etuis de 1 kg, 500 g, 200 g Ø 2,00 x 500 mm Norme ISO 17672:2010 : Ag 134 IACS : 18 % Excellent comportement toutes positions. Alliage au meilleur compromis qualité/ prix.
Référence: 2056SC250
Marque: Alliages Industries
Etuis de 1 kg, 500 g, 200 g 2,00 x 500 mm Norme ISO 17672:2010 : Ag 156 IACS : 8,30 % Alliage hautes performances, préconisé sur inox. Industries alimentaires.
Référence: 2005-1000
Marque: Alliages Industries
Etuis de 1 kg Ø 2,00 x 500 mm Norme ISO 17672:2010 : CuP 279 Alliage sans Silicium pour petite section. Brasage rapide
Référence: 2030SC250
Marque: Alliages Industries
Etuis de 1 kg, 500 g et 250 g Ø 2,00 x 500 mm Norme ISO 17672:2010 : Ag 130 Préconisé pour brasage en cascade. Deuxième étape.
Référence: FLP200
Marque: Alliages Industries
SuperFlux MX poudre - boite de 200 g Polyvalent sur l'ensemble de nos alliages.Vision améliorée
Référence: 2040SC250
Marque: Alliages Industries
Etuis de 1 kg, 500 g, 250 g Ø 2,00 x 500 mm Norme ISO 17672:2010 : Ag 140 IACS : 18 % Excellent compromis fluidité, température
Référence: 2020SC250
Marque: Alliages Industries
Etuis de 1 kg, 500 g et 250 g Ø 2,00 x 500 mm Norme EN : AG 206 Aspect couleur laiton IACS : 23,50 %
Aucun avis pour le moment.
![]()